





UHP 350 mm:n grafiittielektrodit elektrolyysissä teräksen sulattamiseen




Tekninen parametri
| Parametri | Osa | Yksikkö | UHP 350mm (14”) tiedot |
| Nimellinen halkaisija | Elektrodi | mm (tuumaa) | 350(14) |
| Max halkaisija | mm | 358 | |
| Min halkaisija | mm | 352 | |
| Nimellispituus | mm | 1600/1800 | |
| Max pituus | mm | 1700/1900 | |
| Min pituus | mm | 1500/1700 | |
| Suurin virrantiheys | KA/cm2 | 20-30 | |
| Nykyinen kantokyky | A | 20 000-30 000 | |
| Erityinen vastus | Elektrodi | μΩm | 4,8-5,8 |
| Nänni | 3,4-4,0 | ||
| Taivutusvoima | Elektrodi | Mpa | ≥12,0 |
| Nänni | ≥22,0 | ||
| Youngin Modulus | Elektrodi | Gpa | ≤13,0 |
| Nänni | ≤18,0 | ||
| Bulkkitiheys | Elektrodi | g/cm3 | 1,68-1,72 |
| Nänni | 1,78-1,84 | ||
| CTE | Elektrodi | ×10-6/℃ | ≤1,2 |
| Nänni | ≤1,0 | ||
| Tuhkasisältö | Elektrodi | % | ≤0,2 |
| Nänni | ≤0,2 |
HUOMAA: Mitä tahansa erityisiä mittavaatimuksia voidaan tarjota.
Tuoteluokka
Grafiittielektrodilajit jaetaan tavallisiin grafiittielektrodeihin (RP), suuritehoisiin grafiittielektrodeihin (HP), erittäin suuritehoisiin grafiittielektrodeihin (UHP).
Pääasiassa sovellus sähkökaariuuniin teräksen valmistuksessa
Teräksen valmistukseen tarkoitetut grafiittielektrodit muodostavat 70-80 % grafiittielektrodien kokonaismäärästä. Ohjaamalla korkea jännite ja virta grafiittielektrodille, sähkökaari syntyy elektrodin kärjen ja metalliromun väliin, mikä tuottaa valtavaa lämpöä romun sulattamiseksi. Sulatusprosessi kuluttaa grafiittielektrodin, ja ne on vaihdettava jatkuvasti.
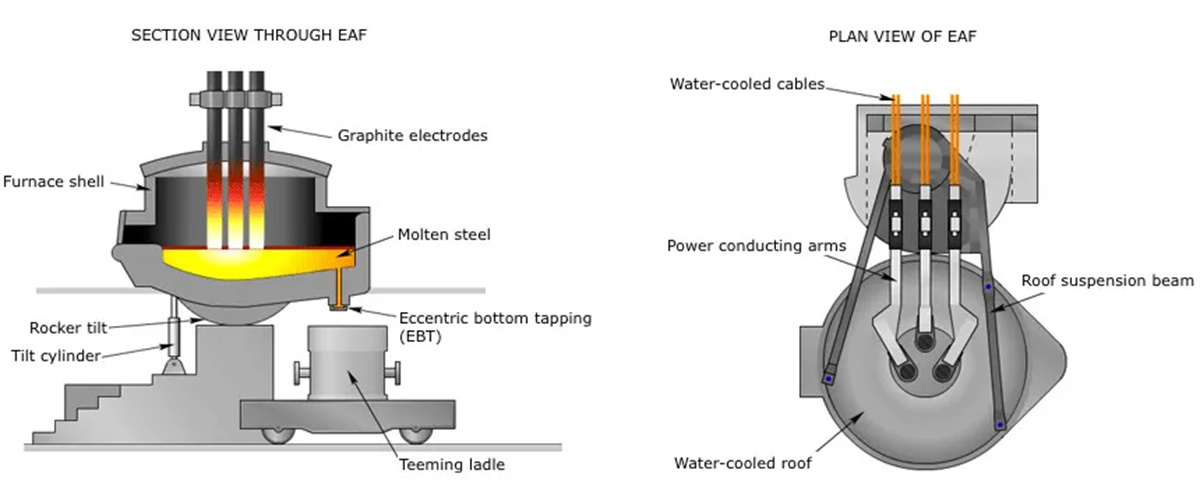
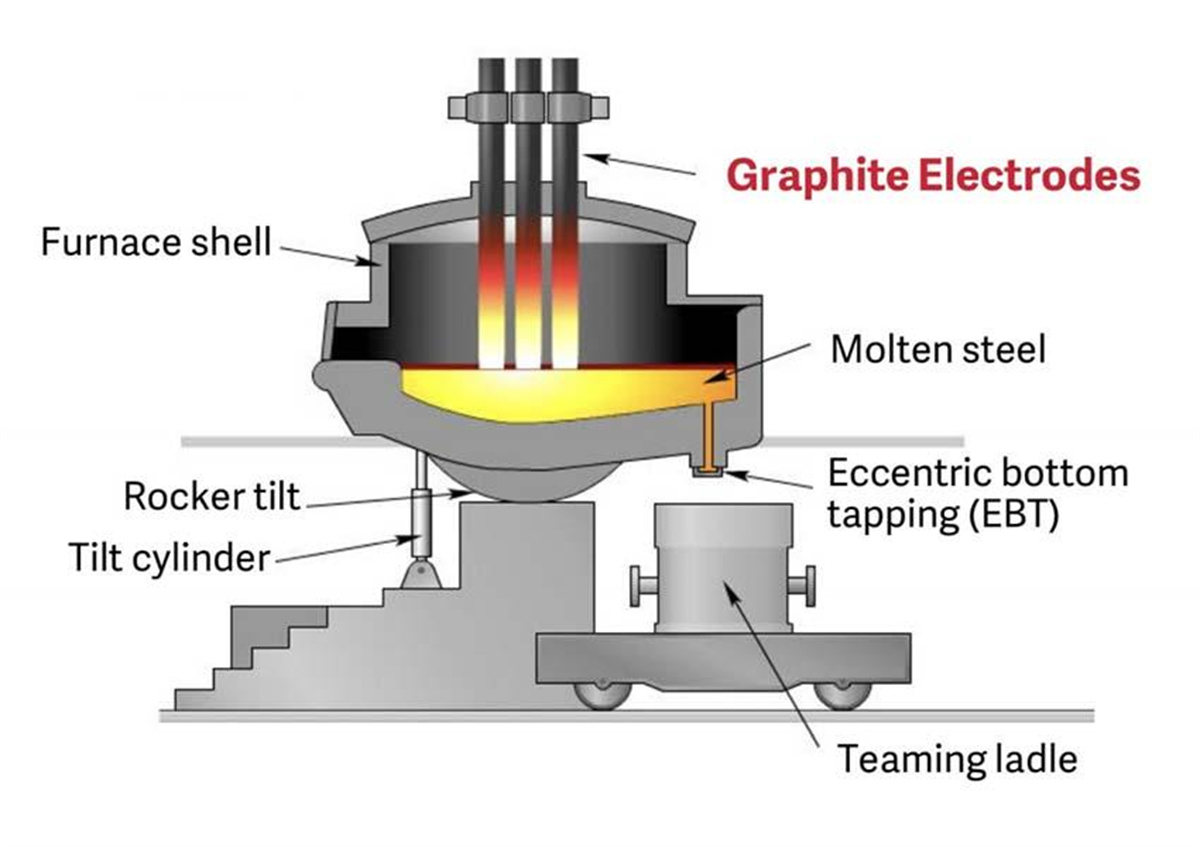
UHP-grafiittielektrodia käytetään yleisesti terästeollisuudessa valokaariuunien (EAF) teräksen valmistuksessa. EAF-prosessissa sulatetaan romuteräs uuden teräksen valmistamiseksi. UHP-grafiittielektrodia käytetään sähkökaaren luomiseen, joka lämmittää teräsromun sulamispisteeseensä. Tämä prosessi on tehokas ja kustannustehokas, koska sen avulla terästä voidaan valmistaa nopeasti ja suuria määriä.
Sähkökaariuunin leikkaus- ja pohjanäkymä
Olemme valmistajan omistama täydellinen tuotantolinja ja ammattitaitoinen tiimi.
30% TT etukäteen käsirahana, 70% saldo TT ennen toimitusta.
Liittyvät tuotteet
-

Grafiittielektrodien käyttö korundin jalostukseen E...
Tekninen parametritaulukko 1: Pienen halkaisijan grafiittielektrodin tekninen parametri Halkaisija osan vastus Taivutuslujuus Young Modulus Tiheys CTE Tuhka tuuma mm μΩ·m MPa GPa g/cm3 × 10-6/℃ % 3 75 Elektrodi 7,5-8,5 ≥9,5 ≤ 9,3 . 1,55-1,64 ≤2,4 ≤0,3 Nänni 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektrodi 7,5-8,5 ≥ 6,03 ≥ 6,5 9,5. ≤2,4 ≤0,3 nippi...
-

Soderberg-hiilielektrodipasta Ferroallolle...
Tekninen parametri Nimike Suljettu elektrodi Entinen standardi elektrodipasta GF01 GF02 GF03 GF04 GF05 haihtuva vuoto (%) 12,0-15,5 12,0-15,5 9,5-13,5 11,5-15,5 11,5-15,5 11,5-15,0 papin vahvuus15,5 22,0 21,0 20,0 Resistiivisyys (uΩm) 65 75 80 85 90 Tilavuustiheys (g/cm3) 1,38 1,38 1,38 1,38 1,38 Venymä (%) 5-20 5-20 5-40,40 %) 6.0...
-

Suuritiheyksinen, halkaisijaltaan pieni uunigrafiitti...
Tekninen parametritaulukko 1: Pienen halkaisijan grafiittielektrodin tekninen parametri Halkaisija osan vastus Taivutuslujuus Young Modulus Tiheys CTE Tuhka tuuma mm μΩ·m MPa GPa g/cm3 × 10-6/℃ % 3 75 Elektrodi 7,5-8,5 ≥9,5 ≤ 9,3 . 1,55-1,64 ≤2,4 ≤0,3 Nänni 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektrodi 7,5-8,5 ≥ 6,03 ≥ 6,5 9,5. ≤2,4 ≤0,3 nippi...
-

Tavallinen teho, halkaisijaltaan pieni grafiittielektrodi...
Tekninen parametritaulukko 1: Pienen halkaisijan grafiittielektrodin tekninen parametri Halkaisija osan vastus Taivutuslujuus Young Modulus Tiheys CTE Tuhka tuuma mm μΩ·m MPa GPa g/cm3 × 10-6/℃ % 3 75 Elektrodi 7,5-8,5 ≥9,5 ≤ 9,3 . 1,55-1,64 ≤2,4 ≤0,3 Nänni 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektrodi 7,5-8,5 ≥ 6,03 ≥ 6,5 9,5. ≤2,4 ≤0,3 Ni...
-

Uunin grafiittielektrodin pieni halkaisija 75 mm ...
Tekninen parametritaulukko 1: Pienen halkaisijan grafiittielektrodin tekninen parametri Halkaisija osan vastus Taivutuslujuus Young Modulus Tiheys CTE Tuhka tuuma mm μΩ·m MPa GPa g/cm3 × 10-6/℃ % 3 75 Elektrodi 7,5-8,5 ≥9,5 ≤ 9,3 . 1,55-1,64 ≤2,4 ≤0,3 Nänni 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Elektrodi 7,5-8,5 ≥ 6,03 ≥ 6,5 9,5. ≤2,4 ≤0,3 nippi...
-

Low Sulphur FC 93% Carburizer Carbon Raiser Iro...
Grafiittiöljykoksi (GPC) Koostumus Kiinteä hiili(FC) Haihtuvat aineet (VM) Rikki(S) Tuhka Typpi(N) Vety(H) Kosteus ≥98 % ≤1 % 0≤0.05 % ≤1 % ≤0.03 % ≤0.0. ≤0,5 % ≥98,5 % ≤0,8 % ≤0,05 % ≤0,7 % ≤0,03 % ≤0,01 % ≤0,5 % ≥99 % ≤0,5 % ≤0,03 % ≤0,5 % ≤0,5 % ≤0,5 % ≤0,5 % ≤0,0 Koko: 0-0,50 mm, 5-1 mm, 1-3 mm, 0-5 mm, 1-5 mm, 0-10 mm, 5-10 mm, 5-10 mm, 10-15 mm tai asiakkaan valinnan mukaan Pakkaus: 1. Vedenpitävä.. .





