





Halkaisijaltaan pieni grafiittielektroditanko sähkökaariuuniin teräs- ja valimoteollisuudessa




Tekninen parametri
Kaavio 1: Tekniset parametrit halkaisijaltaan pienelle grafiittielektrodille
| Halkaisija | Osa | Resistanssi | Taivutusvoima | Nuori Modulus | Tiheys | CTE | Tuhka | |
| tuumaa | mm | μΩ·m | MPa | GPa | g/cm3 | ×10-6/℃ | % | |
| 3 | 75 | Elektrodi | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Elektrodi | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Elektrodi | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Elektrodi | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Elektrodi | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Elektrodi | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Nänni | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Kaavio 2: Pienihalkaisijaisen grafiittielektrodin nykyinen kantokyky
| Halkaisija | Nykyinen kuormitus | Virran tiheys | Halkaisija | Nykyinen kuormitus | Virran tiheys | ||
| tuumaa | mm | A | A/m2 | tuumaa | mm | A | A/m2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Edut
1. Hapettumisenestohoito pitkäikäisyyteen.
2. Korkean puhtauden, korkean tiheyden, vahva kemiallinen stabiilisuus.
3. Korkea koneistustarkkuus, hyvä pinnan viimeistely.
4. Korkea mekaaninen lujuus, alhainen sähkövastus.
5. Kestää halkeilua ja halkeilua.
6. Korkea hapettumis- ja lämpöshokkikestävyys.
Pääsovellus
- Kalsiumkarbidin sulatus
- Carborundumin tuotanto
- Korundin jalostus
- Harvinaisten metallien sulatus
- Tulenkestävä ferropiin kasvi
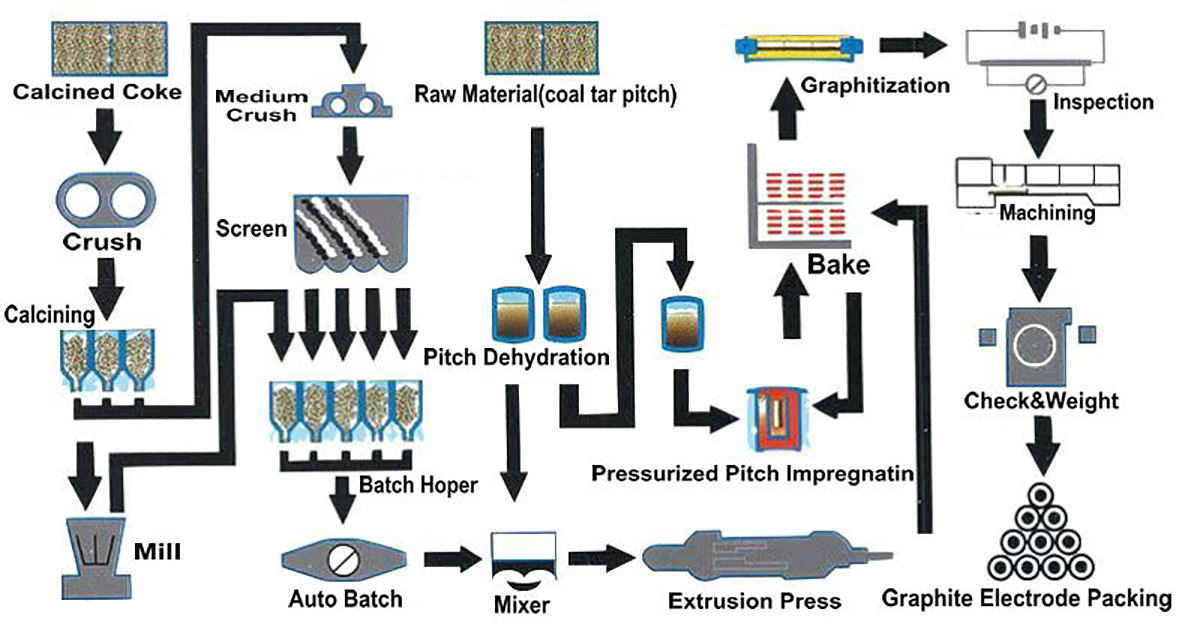
RP-grafiittielektrodien tuotantoprosessi
Pintalaadun viivain
1. Vikoja tai reikiä ei saa olla enempää kuin kaksi osaa grafiittielektrodin pinnalla, eikä vikojen tai reikien koko saa ylittää alla mainitun taulukon tietoja.
2. Elektrodin pinnalla ei ole poikittaista halkeamaa. Pitkittäishalkeaman pituuden tulee olla enintään 5 % grafiittielektrodin kehästä, leveyden tulee olla 0,3–1,0 mm. Pituussuuntaisten halkeamien tietojen tulee olla alle 0,3 mm. olla mitätön
3. Grafiittielektrodin pinnalla olevan karkean pisteen (mustan) alueen leveyden tulee olla vähintään 1/10 grafiittielektrodin kehästä ja karkean pisteen (mustan) alueen pituuden yli 1/3 grafiittielektrodin pituudesta ei ole sallittua.